

ほとんどの購入者は次の点で「失敗」しません。Sヒート金属加工間違った材料か間違った工場を選んだからです。 通常、プロジェクトはグレーゾーンで失敗します。つまり、不明確な公差、期待される表面の欠落、不完全な組み立てメモ、後期段階の設計変更などです。 サプライヤーに推測を強いることになります。それらの推測は、スクラップ、やり直し、出荷の遅延、そして厄介な品質の通話につながります。
この記事では、製造可能性を考慮した設計 (DFM)、 材料と仕上げの選択、検査の期待、および実際に予定通りに組み立て可能な納品を予測するサプライヤーの質問。 また、調達中に再利用できる機能スナップショットとスコアリング マトリックスも見つかります。

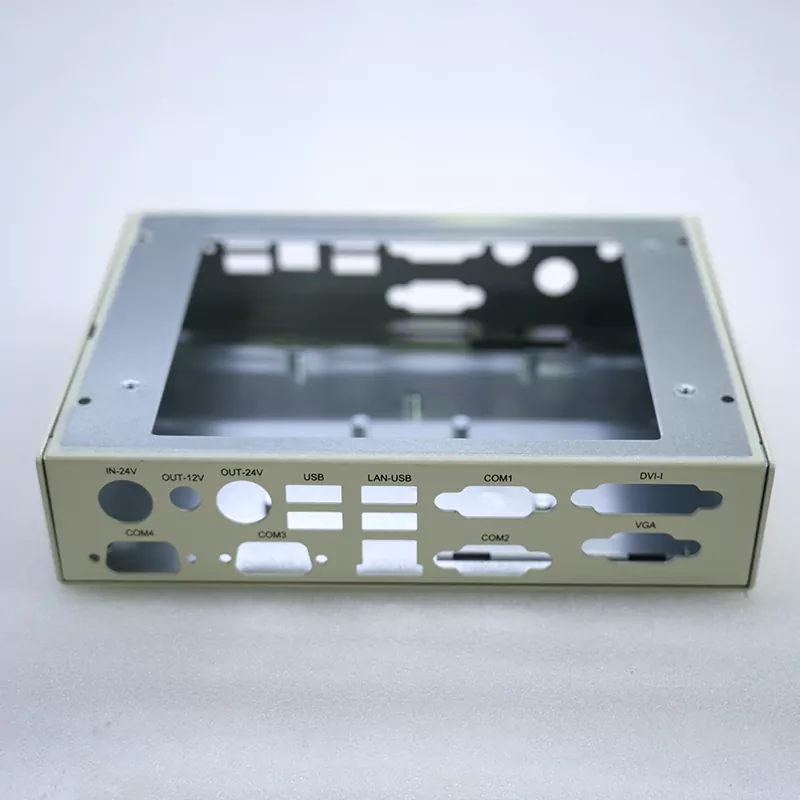
エンクロージャ、ブラケット、ラック、キャビネット、またはハウジングを購入したことがある場合は、おそらく同じパターンを見たことがあるでしょう。 最初のバッチは「ほぼ正しい」ように見えますが、組み立てはレスリングの試合に変わります。で板金加工、 「ほぼ正しい」ということは、部品の寸法が近いにもかかわらず、機能的に間違っている可能性があるため、コストがかかります。
良いニュースです。より優れた「スペック パック」と共有プロセス マップを使用すれば、この問題のほとんどを防ぐことができます。 それが次のセクションの目的です。
強力な RFQ パッケージは 2 つの役割を果たします。正確な見積もりを可能にし、生産中の推測を排除します。 のために板金加工、「推測」は通常、曲げ、穴、仕上げ、組み立ての周りで発生します。 サプライヤーが想定した部品ではなく、意図した部品を構築できるようにするために含めるべき内容は次のとおりです。
材料の選択はコストだけではなく、腐食、重量、剛性、導電性、外観も重要です。 グレードを明確に指定しない場合、サプライヤーは曲げやコーティングに対して異なる挙動を示す同等のグレードを選択する場合があります。
「粉体塗装」というのはスタートであり、必須ではありません。 「良い」とはどのようなものかを追加します。 カラーコード、テクスチャー、光沢範囲、マスキングゾーン、許容されるタッチアップ、および傷/取り扱いの期待。 製品が顧客に面している場合 (フロント パネル、キオスク、目に見える筐体)、次のように指定します。コスメティックゾーン.
描画パッケージに短い行を追加します。「クラス A の表面: 前面と上面。通常のオフィス照明の下で 600 mm で目に見える傷はありません。」その一文で数週間を節約できます。
一貫した結果を得るバイヤーは、通常、異なることを 1 つ行っています。それは、最初の部分を作成する前にワークフローに同意することです。 以下は、あらゆるサプライヤー(次のようなチームを含む)で使用できる実用的なプロセス マップです。東莞信陽実業有限公司カスタムのラック、ケーシング、ハウジング、配電ボックス、または非標準部品を調達する場合。
ほとんどの次元のリスクがここに入ります。レーザー切断とパンチにより穴の位置を定義します。曲げることで最終的なエンベロープを定義します。 特定の材料と厚さの曲げ控除とスプリングバックをどのように制御するかをサプライヤーに問い合わせてください。
仕上げによって寸法がわずかに変化する可能性があり、生の金属では気づかなかった欠陥が明らかになる可能性があります。 マスキング、接地箇所、完成後の検査を計画します。包装は化粧品の要件に適合する必要があります (特にクラス A 表面の場合)。
最終検査では、2D 図面と合意された合格基準を参照する必要があります。 最初のビルドでは、初品検査 (FAI) レポートによって紛争が軽減され、承認が迅速化されます。
能力テーブルは、保証ではなく出発点として扱う場合に役立ちます。 形状、部品サイズ、曲げ数、仕上げの要件によって、現実的なものは変わる可能性があります。 それでも、議論するときにベースラインを持っておくと役立ちます板金加工要件。
| アイテム | 代表的な音域・音符 | 購入者にとってそれが重要な理由 |
|---|---|---|
| シートの厚さ | 0.8mm~6.0mm | 剛性、曲げ半径、ファスナーの選択、仕上げの耐久性に影響します。 |
| 最大処理サイズ | 2500mm×1250mmまで | エンクロージャのパネル、ラック、キャビネット、大型カバーに接合せずに影響します。 |
| 曲げ精度 | 約±0.2mm(形状により異なります) | ドアの位置合わせ、インターフェースのシール、およびアセンブリの取り付けに重要です。 |
| 穴精度 | 約±0.1mm(フィーチャの種類により異なります) | ネジ、リベットナット、コネクタの切り欠きの位置ずれを防ぎます。 |
| 表面オプション | 粉体塗装、塗装、電気メッキ、酸化、スクリーン印刷 | 最終市場における耐食性と外観を制御します。 |
| コアプロセス | レーザー切断、スタンピング、曲げ、溶接、リベット留め | 達成可能な複雑さ、スループット、および総コスト構造を定義します。 |
ヒント: より厳しい公差や要求の厳しい化粧品が必要な場合は、「プロセス計画」と測定ポイントを要求してください (単なる見積もりではありません)。
「私たちはQCを行っています」では十分ではありません。知りたいのはどこ品質がチェックされており、何記録され、どうやって問題は含まれています。 で板金加工、品質とは、最終的に欠陥を捕捉することではなく、切断、曲げ、仕上げ中のドリフトを防ぐことの方が重要です。
海外調達を管理している場合は、シンプルで高品質なパケットを求めてください。 FAIレポート(初回ロット分)、主要寸法測定記録、仕上がり確認(色・質感)、梱包写真。 通常、「もう発送したのに、びっくり!」という事態を防ぐにはこれで十分です。瞬間。
購入者が「板金は高すぎる」と言った場合、多くの場合問題はサプライヤーではなく、デザインと仕上げの選択です。 遅いサイクルを生み出します。パフォーマンスを犠牲にすることなく使用できるレバーは次のとおりです。
一貫性を持たせたい場合は板金加工結果を確認するには、再現可能なスコアリング システムを使用してサプライヤーを選択します。 以下は、RFQ 評価にコピーできる簡単なマトリックスです。
| カテゴリ | 「良い」とはどのようなものか | 尋ねるべき質問 | 重量(例) |
|---|---|---|---|
| DFM 機能 | 積極的な提案。許容スタックを特定し、リスクを早期に終了します | 「見積書と一緒に DFM ノートのリストを返してもらえますか?」 | 20% |
| プロセス範囲 | 切断+曲げ+接合+仕上げ+組立オプション | 「社内と外部委託のどちらのステップですか?」 | 15% |
| 品質システム | FAI が利用可能。プロセス内チェックが定義されています。明確な欠陥封じ込め | 「FAI プロセスと一般的な測定レポートの形式は何ですか?」 | 25% |
| コミュニケーション | 迅速かつ具体的な回答。仮定を裏付ける。写真や記録を共有する | 「エンジニアリングに関する質問と所要時間は誰が管理しますか?」 | 15% |
| リードタイムの信頼性 | 透明性のあるスケジュール。現実的な日付。包装規律 | 「輸送中にクラス A の表面をどのように保護しますか?」 | 15% |
| コストの安定性 | コスト要因を明確にする。トータルコストを削減する提案 | 「機能を損なうことなくコストを削減できる設計変更は何でしょうか?」 | 10% |
サプライヤーが価格だけで勝っても、DFM、品質、コミュニケーションで負けた場合、多くの場合、手戻りや遅延の差額を支払うことになります。
3D モデル + 2D 図面、材料グレード、厚さ、仕上げ仕様 (合格基準付き)、目標数量/予測、 およびハードウェア/アセンブリ/梱包に関する注意事項。表面が化粧品の場合は、ラベルを付けます。機能が機能にとって重要である場合は、フラグを立てます。
データムと重要な境界面を特定し、あらゆる寸法を過度に拘束しないようにし、サプライヤーに公差の積み重ねをレビューするよう依頼してください。 溶接フレームの場合は、治具計画またはシーケンスノート、さらに溶接後および仕上げ後の測定点をリクエストしてください。
それは環境と化粧品のニーズによって異なります。粉体塗装は耐久性と均一な外観で人気があり、 めっきは導電性のニーズに対応でき、アルミニウムの美観のためには酸化 (陽極酸化) が一般的です。 重要なのは、仕上がりを測定可能にするために、色、テクスチャ、マスキング、および化粧ゾーンなどの許容基準を定義することです。
はい。プロトタイプまたは小さなバッチから始めるのが、フィット感、仕上げ、組み立てを検証するための賢明な方法です。 承認が測定された証拠に基づいて行われるように、最初の実行時に FAI レポートを要求します。
図面の改訂管理をロックし、プロセス マップに同意し、前提事項の制作前確認を要求します。 主要な段階(曲げ、ハードウェア、仕上げ、梱包)の証拠写真を要求します。多くの場合、安定した通信はマシンの能力と同じくらい重要です。
次のエンクロージャ、ラック、キャビネット、またはカスタム パーツに驚きを許容できない場合は、板金加工商品ではなく、管理されたプロセスのようなものです。
上記のスコアカードを使用して、RFQ パッケージを強化し、検査で調整して、最初のカットが行われる前に受け入れを完了できます。 のチーム東莞信陽実業有限公司そして、同様のメーカーは通常、購入者が明確な機能的意図を提供した場合に最も早く行動します。 化粧品ゾーンと初日からの組み立ての詳細。
「引用優先」から「右優先」に移行する準備はできていますか?お問い合わせ図面、目標数量、仕上げ要件を入力します。 そして、次のビルドをスムーズで退屈な (最良の方法で) 配信できるようにしましょう。











